工业耐火砖的尺寸标准检测装置设计



目 录
摘 要 I
Abstract II
引 言 1
1 控制系统设计 3
1.1 系统方案设计 3
1.2 系统工作原理 5
2 项目硬件设计 6
2.1 主控模块 6
2.2 检测模块 8
2.3 驱动模块 10
2.4 电源模块 11
2.5 按扭模块 13
2.6 指示灯模块 14
2.7 系统传送机构 14
2.8 总体设计 15
3 项目软件设计 17
3.1 软件开发环境及流程 17
3.2 项目程序设计 17
4 项目调试 20
4.1 项目硬件调试 20
4.2 项目软件调试 21
4.3 项目总体调试 22
结 论 23
参考文献 24
附录1 程序梯形图 26
附录2 指令清单 28
致 谢 29
摘 要
随着科技的快速发展,国内耐火砖的生产工艺发展迅速,其中耐火砖的高度问题越来越被看重。因此,耐火砖的高度在验收的时候,必须要准确。目前大多数厂商都是利用人工进行检测,检测效率低下,精度也不高。为了解决这一问题,本设计利用PLC控制技术来实现自动分辨高度合格品以及废品,提升检测效率。
本课题设计了一种基于PLC控制的工业耐火砖的尺寸标准检测装置。台达DVP14ES00T2型号PLC作为核心控制器,以传送带平面为基准,将三个光电传感器分别放置在特定的模具上作为检测模块。在系统开始时,利用42步进电机带动传送带将砖块模型运送至检测区域,通过光电传感器进行高度信号检测,将检测到的信号传送回PLC。高度合格,42步进电机将砖块模型运送到成品工位由人工卸载。如果高度不合格,42步进电机立即停止工作,红色LED报警灯常亮,人工卸下“废品”后,红色LED报警灯熄灭,42步进电机恢复工作,传送带继续运转直至检测下一砖块模型。
通过软件与硬件方面的整体调试并进行实验,得出结论为在技术上可行,预期可以实现功能,准确、快速地完成高度测量加传送任务,较之前人工测量相比,效率显著提高。
关键词:PLC; 高度检测; 光电传感器控制
Abstract
With the rapid development of science and technology, the production process of domestic refractory brick is developing rapidly, and the height and size of refractory brick is more and more important. Therefore, the height and size of refractory bricks must be accurate when they are accepted. At present, more manufacturers use manual detection, which is inefficient and low precision. In order to solve this problem, this design uses PLC control technology to realize the automatic resolution of highly qualified products and waste products, and improve the detection efficiency.
In this paper, we design a size standard testing device of industrial firebrick based on PLC control. The delta PLC of DVP14ES00T2 is the core controller and the conveyor belt plane as the benchmark, three photoelectric sensors are placed in specific positions as the detection module. At the beginning of the system, the 42 step motor is used to drive the conveyor belt to transport the brick model to the detection area. The height signal is detected by the photoelectric sensor, and the detected signal is transmitted back to PLC. The height is qualified, 42 step motor will transport the brick model to the brick unloading station. If the height is unqualified, the 42 step motor will stop working immediately, and the red LED alarm light will be always on. After the “scrap” is removed, the red LED alarm light will be off, the 42 step motor will resume working, and the conveyor belt will continue to operate until the next brick model is detected.
Through the overall debugging and experiment of software and hardware, it is concluded that it is feasible in technology, and it is expected to achieve the function, accurately and quickly complete the task of height measurement and transmission, and the efficiency is significantly improved compared with the previous manual measurement.
Keywords: PLC; Height detection; Photoelectric sensor control
引 言
目前来看,耐火材料在钢铁、有色、石化、建材、机械、电力、轻工等基础的工业领域都有广泛应用,2018年智能制造的浪潮在整个制造业应运而生,是中国制造业的崛起[1]。耐火砖的高度尺寸检测装置是一套自动化的检测系统,此类设备可以高效快速的对耐火砖高度进行测量,然后使其进行下一步的操作,该设备的最终目的为高效、安全、可靠。在设备的设计、制作与使用时,要考虑到维修人员的便捷性和设备运行的可行性。同时也要符合现如今的用户需求以及将来的拓展性。
正确的耐火砖的高度尺寸对于施工来说一般有很大影响,其主要体现在砌筑的严密性和使用寿命两个方面。从整体上讲,耐火砖在砌筑体是最薄弱和最易损坏的部分,非常容易遭受侵蚀性气体的渗入。如果砖型的高度出现错误,那么不仅给施工人员带来麻烦,而且砌筑体可能会导致砖块脱落和砌体开裂,甚至倒塌,进而损害耐火砖生产企业的利益。因此,为了便于耐火砖的砌筑,特别是保证砌体的质量,耐火砖的高度尺寸在验收的时候必须要精准,这也是耐火砖检测时的一项重要技术指标。
但是现在国内大多数耐火砖在高度检测部分,大致为线下监测。很少采用自动化的设备进行在线检测,传统的方式是由人工在装卸之前对砖块利用卷尺进行抽样检测。这样的检测依靠人用肉眼来检测高度的方式,不能每一块砖都进行检测,无法做到精确的测量。这样检测的方式带来的问题有很多,比如精度不高、效率低下等等。这样会降低耐火砖的成品率,减少企业的效益。而且工人们的工作环境也非常艰苦,因为烧制耐火砖的炉窑与装卸耐火砖的区域在同一车间,在夏天时,工作更加不便,对于高度检测来说更是难上加难[2]。
智能化时代已经来临,利用PLC控制技术搭建的检测系统可以极大的提高检测的效率和精度,同时也降低了人工的成本。PLC控制设备是当前工业自动化控制的主流产品,在半导体技术及通讯技术的推动下,PLC在国内工业控制的核心领域占有一定的地位,无论是性能的体现还是产品的形态方面都具有一定的优势。在当前的信息化、智能化、开放化的工业时代,PLC在国内的发展与应用已经推动着工业自动化的发展,形成了一种行业趋势[3]。在系统控制方面,多样化的系统控制功能使得PLC系统具有信号采集、信息输入、数据运算、逻辑信息处理、定时存储及网络通讯等功能。从可靠性和安全性的角度来看,PLC在电气设备的可靠性方面越发强调抗干扰能力的体现,无论置于何种环境之下都可以持续工作。由PLC控制的检测技术是现代化工业的基础之一,是保证产品质量的关键,在现代化的生产中,涉及到各种各样的检测,随着工业制造技术和加工工艺的提高,对于产品来说,测量的精度、速度与方式等方面的要求都在逐步升高。工业发展的基础之一就是现代检测技术,其检测的精度和效率在一定程度上都决定了整个制造行业以及科学技术发展的水平。
本设计的检测方式采用以传送带平面为基准、光电传感器感应砖块模型上沿的方式来进行检测。光电传感器常见的检测元件通常为光电元件,可以很快的用信号的变化形式体现在测量项目的变化。光电传感器检测具有一些优点,比如:检测的精度高、使用范围广、对变化量的微小波动可以快速反应等[4]。现在的光电传感器一般由三部分组成:发射器、接收器和检测电路。光电检测这种方式不仅检测精度高,还同时具有很小的体积,占据空间较小,最近几年来,光电技术在不断的发展,逐渐的应用到工业设备上。用户可以结合自己对光电传感器的用途和需求,对目前市面上的这些光电传感器进行选型,最终用于设备上,形成广泛的工业应用规模。
本设计基于台达DVP14ES00T2型号的PLC来进行控制,通过结合光电传感器以及步进电机来实现检测及传送的功能。本次设计注重基础知识和实际情况的紧密结合,并且对学生的独立思考和分析问题的能力作进一步的培养,加深对所学知识的理解,为以后的工作和学习打下一定的坚实基础。
本篇论文共分为四章,主要内容如下:
第一章:系统方案设计。着重为本项目选择合适的设计方案。
第二章:项目硬件设计。根据选取的系统方案,选取合适的元件作为系统的各个模块组成。
第三章:项目软件设计。介绍项目的程序开发环境及系统流程图。
第四章:项目调试。在硬件与软件都检测无误后,完成整个系统的整体联调,找出可能发生的问题并进行解决。
1 控制系统设计
1.1 系统方案设计
1.1.1 检测方案选择
本次设计的工业耐火砖的尺寸标准检测装置通过传感器的配合,实现对耐火砖块模型的高度进行判断。目的是减轻检验人员的工作强度,提高检验的工作效率,保证检验结果的准确。
根据所查询的资料制定了以下方案:
方案一:通过使用激光传感器,利用激光技术对砖块模型的上沿进行感应识别。将三个激光传感器重叠放置在传送带旁某处的同一高度,当耐火砖块经过时,由激光发射二极管对其发射激光信号,激光到达耐火砖块模型表面后,其向各个方向发散,当传感器接收器接收到反射回的光时,其中的光学系统对其进行接收后,然后对检测到的微弱光信号进行放大,进而转化成相应的电信号传送回PLC中通过程序进行分析,最终得出结果。
方案二:通过使用漫反射式光电传感器,其是一种集发射器和接收器于一体的传感器。当有被检测物体经过的时候,物体将漫反射式光电传感器所发射的足够量的光线反射到接收器,于是光电传感器就会产生开关信号。本设计预计使用三个漫反射式光电传感器,根据规定的耐火砖块模型的高度,将其错分开放在之前计算过的不同的高度位置,通过耐火砖块模型经过其所形成的检测区域,利用漫反射式光电传感器接收模型上沿反射回的信号,经过PLC的程序处理,得出分析结果。
在所设计的两种方案中,方案一,将激光传感器放置在同一高度的做法,忽略了传感器本身的厚度,在检测的时候,所允许的砖块高度差就会增大许多,虽然所使用的激光传感器具有无接触远距离测量、速度快,精度高等优点,但是其所检测到的数据会变得复杂,并且使用的成本也升高许多。方案二,所使用的漫反射式光电传感器也具有检测距离长、响应速度快等优点,虽然较精度来说,激光传感器要优于漫反射式光电传感器,但从检测方式上来看,方案二可以实现分别检测砖块模型的高度,这样就可以缩小测量所允许的高度差,能更精准的检测耐火砖块模型的高度尺寸,且成本更低。
综上所述,方案二具有易操作性、维护性、安全性和实用性,更符合产品设计的实际需求。因此,本设计的检测模块采用方案二。
1.1.2 主控方案选择
在最初阶段,主控模块的功能主要是先发送高速脉冲指令,然后根据光电传感器检测到的信号,根据程序进行下一步的操作,这就需要有非常快的响应时间来完成这一系列的动作。
本设计初步选择了几种控制器来对系统进行控制,主要的解决方案有以下几种:
方案一:采用STC89C52单片机作为主控制器。本单片机是STC公司生产的一种低功耗、高性能的CMOS8位微控制器,具有系统可编程Flash存储器。同时由于自带的双地址区间,使得STC89C52单片机使用方式更加多样化。基于单片机的C语言编程,使得程序便捷易懂。
方案二:采用MSP430单片机芯片控制。该单片机是一种16位的混合信号处理器,其具有超低的功耗,由美国的德州仪器(TI)开始推出市场,主要对实际的应用需要,把很多的模拟电路、数字电路和微处理器集成在一个芯片上,来提供混合信号的处理、解决的方案,是一种具有精简指令集的、超低功耗的混合型单片机。
方案三:采用PLC作为主控模块。PLC采用可以编制程序的存储器[5],用来作为其内部存储,以便执行顺序运算、逻辑运算、计时、计数以及各种算术运算等操作的指令。主要特点有速度快、可靠性高、适用范围广、可实现整体化控制以及减少现场调试量和施工量,这也使PLC在自动化工程领域中,广泛的应用于各种工业自动化机械中。
在三种方案的对比之下,方案三较前两种方案有如下优点:
(1)PLC的抗干扰能力强,并且具有自我诊断的功能,对于出现的错误信息能够及时的进行识别;
(2)PLC响应时间快、稳定性好、可靠性高;
(3)PLC具有完备的系统功能,可以在复杂的工业环境中满足需要,实现工业生产之间的融合;
(4)PLC技术利用梯形图来进行编程,这种编程方式较前两者更为直观,对于一些需要修改的地方,可以在线进行修改,并且可以对程序进行实时监控,更为清楚。
通过以上四点可以判断,在三种方案中,方案三更符合本次设计。
1.2 系统工作原理
本项目是基于PLC控制技术设计的工业耐火砖的尺寸标准检测装置,以此来实现对耐火砖的高度进行成品与废品的分辨工作。
本装置主要由主控模块、检测模块、驱动模块、按钮模块和指示灯模块组成。以PLC为控制中心,按下SB2后,程序中的M1010指令向驱动器连续发送脉冲信号驱动步进电机运转,带动传送带将耐火砖块模型运送至检测区域。根据三个NPN型光电传感器对耐火砖块模型上沿反射的光线的信号接收情况,输入低电平到PLC中。通过已经编辑好的程序,来判断是否符合合格品标准。设定本次的合格高度为28mm~32mm。
(1)光1有触发信号,光2和光3没有触发信号,为不合格品;
(2)光2与光3同时有触发信号,光1无触发信号,为合格品;
(3)光3有触发信号,光1和光2无触发信号,为不合格品。
如果符合标准,42步进电机继续运行将合格品运送至终点由人工进行卸载;如果为不合格品,那么系统就会停止工作,红色LED常亮。检验人员手动卸下,系统继续工作。系统总体框图如图1.1所示。
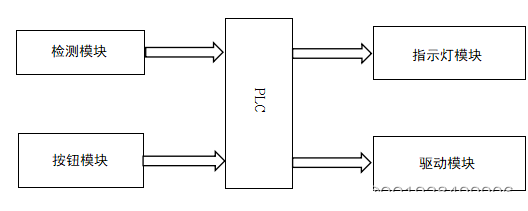
图1.1 系统总体框图
2 项目硬件设计
2.1 主控模块
本次设计对于PLC所需要的I/O口的个数为八个,分别为五个输入口和三个输出口。五个输入口中X0向PLC内部输入允许脉冲导通信号,X1、X2、X3和X5为光电传感器信号输入口。三个输出口中Y0和Y1控制步进电机运转,Y3控制LED2。
针对这种情况,本项目可选取的PLC型号有DVP14ES00R2和DVP14ES00T2两种,两种型号的PLC的I/O口都有14个,分别为8个输入口与6个输出口[6]。
主要参数对比如表2.1所示。
表2.1 PLC主要参数对比
功能对比说明
机种 电源 输入单元 输出单元 输出单元形式
DVP14ES00T2 100-240VAC 8 6 晶体管
Transistor
DVP14ES00R2 100-240VAC 8 6 继电器
Relay
DVP14ES00T2与DVP14ES00R2在输出单元形式上不同,采用了晶体管输出,主要有以下优点:
(1)响应时间快:晶体管输出的PLC响应时间快,约为0.2ms~0.5ms,对于T2型号的PLC而言还具有两个高速输出口,其响应时间甚至可以达到10μs。继电器输出的PLC响应时间比较慢,约为10ms~20ms。
(2)使用寿命长:晶体管输出型因为晶体管是电子元件,只有老化。而继电器输出型的PLC因为继电器属于机械元件,其动作的次数具有寿命限制,随着负载容量的增加,触点寿命就会减少。
因为本次设计需要驱动42步进电机,这就要使用PLC进行发送脉冲信号来进行控制。对于PLC的响应时间来说,越快就代表着定位越精准。对于次数上来说,PLC一天需要送几十万个脉冲信号控制步进电机,如果采用DVP14ES00R2来作为主控模块,那么触点的寿命很快就使用结束,需要修理。而采用DVP14ES00T2既有响应速度快的优点,也可以长时间使用,适用于要求快速响应的场合[7]。
基于以上两种优点,所以,本次设计选择DVP14ES00T2作为本次设计的控制器。PLC主要由CPU模块、存储器、I/O模块和编程软件组成[8]。
配线端子图如图2.1所示。
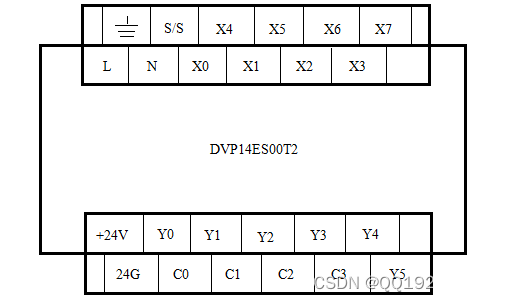
图2.1 配线端子图
端子说明:台达DVP14ES00T2型PLC外部有20个端口可供用户使用,针对本装置的端子分配如表2.2所示。
表2.2 端子分配表
端子号 功能 端子号 功能
X0 按钮SB2信号输入口 Y0 脉冲信号输出口
X1 光1输入信号 Y1 方向信号输出口
X2 光2输入信号 Y2 输出接口
X3 光3输入信号 Y3 LED2报警输出口
X4 输入接口 Y4 输出接口
X5 成品卸载信号输入口 Y5 输出接口
X6 输入接口 L 火线输入端
X7 输入接口 N 零线输入端
S/S 公共接线端 +24V 电源输出端
24G 电源输出端 接地
PLC的I/O口需要连接SB2、LED2、四个光电传感器以及步进电机驱动器,原理图如图2.2所示。
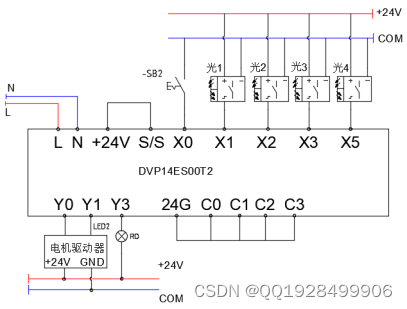
图2.2 原理图
2.2 检测模块
本设计的检测方案为:以传送带平面为基准,对经过的耐火砖块模型上沿部分进行感应信号检测,通过信号的有无,根据PLC模块里编辑好的程序,来分辨是否为合格品,进而进行下一步的动作。
方案所选用的检测模块的是型号为E3Z-D61漫反射式光电传感器,能够很好的与台达DVP14ES00T2型号PLC配合使用。参数如下:
(1)该光电传感器内置发射860nm的红色LED光源,集发射器和接收器于一体的传感器;
(2)工作方式为NPN型;
(3)感知范围在1cm~10cm;
(4)工作电压为DC12~24V。
符合本次设计方案的需求[9]。光电传感器实物图如图2.3所示。

图2.3 光电传感器实物图
因为传感器的光线接收器与底面相差2mm,以传送带平面为基准,将光1放置在模具据基准30mm处,光2放置在模具据基准26mm处,光3放置光2下方。
通过这样方法,光1和光2之间的高度差为4mm,符合设计需求。检测模块实物图如图2.4所示。

图2.4 检测模块实物图
检测情况有三种:
(1)光1单独有触发信号,代表砖块模型超过32mm;
(2)光2与光3全部有触发信号,代表砖块模型在28mm~32mm之间;
(3)光3单独有触发信号,代表砖块模型低于28mm。
输出回路如图2.5所示。
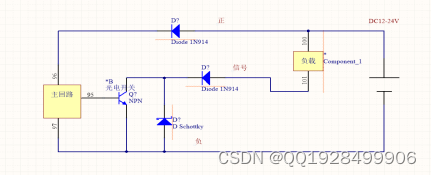
图2.5 输出回路
漫反射式光电传感器能够处理光的强度变化,利用光学元件,在传播媒介中,使光束发生变化,当光被检测物体遮挡或反射之后,经过长距离后反射回光电传感器,从而改变信号的发生[10]。其由发射器、接收器和检测电路三部分组成。发射器对准检测物发射光束,发射的光束一般由发光二极管提供。接收器根据反射回的光线的强弱来判断是否有无物体经过。发射器不间断的发射光束或者改变脉冲宽度。接收器一般由光电二极管和光电三极管组成。最后通过检测电路,来分辨出有效的信号并将其输入到PLC中。
将光1、光2和光3的信号线分别连接到PLC的X1、X2和X3端子中,并将电源线各自连接24V和COM端,这样可以形成回路,使光电传感器在检测过程中,输出低电平信号给PLC输入端,进行工作。检测模块如图2.6所示。
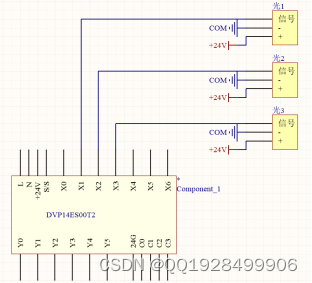
图2.6 检测模块
2.3 驱动模块
本设计需要实现传送机构连续运转、反应灵敏、快速启停的功能。根据以上要求,本次设计制定了两种方案。
方案一:采用直流电机。直流电机是将直流电能转化成机械能的电动机,其良好的调速性能在电力拖动中得到广泛应用。此方案为利用直流电机驱动传送机构运转。
方案二:采用步进电机。步进电机是一种开环控制电机,其将电脉冲信号转换成角位移或者线位移。它是现代数字工控系统的主要执行机构,应用广泛。在非过载的情况下,电机的速度和停止位置是由PLC发送的脉冲信号的频率和脉冲数来决定,不受负载变化的影响。当步进驱动器接收到脉冲信号时,以此来驱动步进电机根据设定的方向以一个固定的速度进行运转,较高的定位精度、成本低也是其受用广泛的原因,因此,步进电机在各种小型自动化设备及仪器方面广泛应用。
方案二与方案一相比主要有以下优点:
(1)体积小、工作寿命长;
(2)成本低廉,易于保养维修;
(3)由于没有电刷,可靠性增高;
(4)有较好的位置精度。
鉴于以上因素,本次设计选用了型号为42BYGH39-401的步进电机作为传送机构的动力支持[11]。其参数为:
(1)出线方式:两相四线式;
(2)步距角:1.8度;
(3)出轴长度:5mm;
(4)供电电压:24V。
符合本次设计方案的需求。
虽然PLC本身的处理性能很强大[12],但是其本身的并不能驱动电机,所以选择TB6600步进电机驱动器配合PLC来驱动电机。TB6600驱动器的作用是对控制脉冲进行环形分配,放大驱动电流使步进电机绕组按一定顺序通电并实现运转,其工作电压为24V。输入信号端口分别为PUL+、PUL-、DIR+、DIR-。在与PLC连接的时候,将PUL+与24V连接,PUL-连接到PLC的高速输出口Y0上,以此来接收由PLC发送的脉冲信号。DIR+与24V相连,DIR-连接到PLC的Y1点上,用来接收PLC发送的方向信号[13]。驱动模块如图2.7所示。
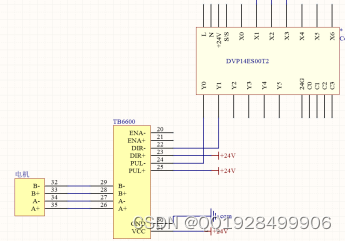
图2.7 驱动模块
2.4 电源模块
PLC采用220V交流电进行供电,所以在PLC的上端安装一个断路器,起到保护作用,防止短路损坏元件[14]。
在系统中也有需要24V直流电供电的元件,虽然PLC本身自带24V直流供电,但是根据功率的问题,一般都会在系统中加一个外接的开关电源。
开关电源是一种便捷式的电源转换设备,其由开关、电源变压器和整流电路组成[15]。因为我们的供电标准为220V,对于一些小功率的电子设备是没有办法使用的,所以就是需要使用开关电源将220V交流电进行转换,转换成24V直流电,再将其输送到各个元件之中使其使用,否则会烧毁元器件,进而损坏整个装置。
本系统采用的24V直流供电的负载列表如表2.3所示。
表2.3 负载列表
序号 名称 额定电流 额定电压 数量
1 LED2指示灯 50mA 24V 1
2 光电传感器 300mA 24V 4
3 步进电机 1.5A 24V 1
4 步进电机驱动器 2.8A 24V 1
因为电机需要大于电机功率2倍以上的电源供电,根据公式P=UI可算出,总额定功率为。所以,本次开关电源选择额定功率为192W的开关电源。开关电源参数如表2.4所示。
表2.4 开关电源参数
类别 参数 类别 参数
产品型号 5-200-24 输入电压 100/220VAC±15%
输出电压 DC24V 保护种类 过载、过压、短路保护
输出电流 8A 保护种类 192W
开关电源的L和N点需要连接在火线与零线上,将PLC的24G与电源的COM点相连,达到共用负极的作用,这样使元器件连接在端子排上时,可以与PLC形成回路,达到信号传递的功能。
电源模块如图2.8所示。
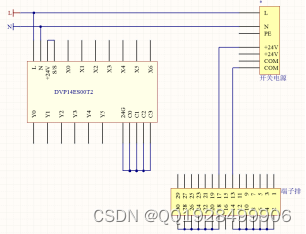
图2.8 电源模块
2.5 按扭模块
本设计中需要控制电机的启动以及系统的启停,所以采用了两个开关SB1和SB2来控制各自的功能。
(1)SB1:系统急停开关。将急停开关串联安装在PLC的L端口,在系统发生一些未知的错误之后,按下急停按钮,常闭触点断开。这样整个系统就会进入到一个断电的状态,保证安全;
(2)SB2:电机启停按钮。其中控制电机启停的SB2与PLC的X0口相连,另一端接到端子排的负极点上,在按下去之后,按钮自锁。程序中的X0点变成常闭状态,致使M1010指令处于常闭状态。这样步进电机驱动器就会一直收到由PLC的Y0发送的脉冲信号,进而驱动步进电机带动传送带实现传送功能[16]。
按钮模块如图2.9所示。
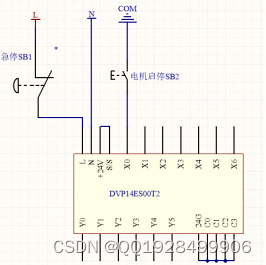
图2.9 按钮模块
2.6 指示灯模块
LED灯其实就是一种发光二极管,它是一种将电能转换为光能的半导体二极管。与普通二极管一样,LED也由一个PN结组成,并且具有单向导电性。
本次设计共有两个LED指示灯。
(1)LED1:颜色为绿色,代表系统运行,可以正常工作;
(2)LED2:颜色为红色,代表检测结果为不合格,提醒检验人员需要将“废品”手动卸下。
LED1需要表示系统运行状态,所以需要接在主电路的火线和零线上,据此选择工作的电压为220V,按照正确的方向进行安装。
LED2需要表示检测结果,所以接在PLC的Y3输出点上,其要求的工作电压为24V,所以将其底部的X1口与开关电源所连接的+24V端子连接,X2口与PLC的Y3点连接。当检测结果为不合格时,LED2常亮,这样便达到了分别指示的目的[17]。指示灯模块如图2.10所示。
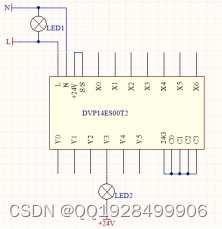
图2.10 指示灯模块
2.7 系统传送机构
本次设计的系统要求需要保证砖块模型能够完好的经过检测区域。要求传动机构运行平稳,不会造成物料的掉落或损坏。因此选用了使用42步进电机驱动传送带的方式来实现。
该传动机构的主要参数:传送带的周长为640mm,传送带的宽度为30mm。两个内径为8mm通孔的同步轮,其槽宽为32mm。步进电机轴长22mm,轴径5mm。步进电机通过联轴器与直径为8mm的光轴相连接,并配上顶丝。连接到同步轮的中心,在步进电机运转的时候,带动同步轮进而带动传送带运转,实现传送方式。设备特点:适用范围广,一般固体材料和产品,其运输能力强、运行平稳可靠。传送机构实物图如图2.11所示。

图2.11 传送机构实物图
2.8 总体设计
本系统硬件部分由台达DVP14ES00T2型号PLC作为整个硬件系统的控制部分,其供电电压为220V交流电,所以在其上端连接一个空气开关作为保护机构。外接开关电源连接火线和零线,并将转换的24V直流电通过端子排传送到光电传感器和步进电机驱动器。
三个检测光电传感器为光1、光2和光3,作为感应砖块模型上沿的检测信号源,其三个传感器的信号线分别与PLC的X1、X2和X3端口连接,正极线与负极线分别连接在端子排的+24V区和COM区。光4作为成品卸载区的检测信号。LED1连接在主电路,代表着系统启动;LED2连接在PLC的Y3端口,常亮代表着砖块模型高度为不合格。按钮SB2与PLC的X0端口连接。步进驱动器的PUL-与DIR-分别连接在PLC的Y0口和Y1口,PUL+与DIR+连接在端子排的+24V区。
将空气开关推送至工作状态,系统得电,LED1常亮。按下SB2,PLC的Y0口向步进电机驱动器发送脉冲信号,电机运转。当光电传感器所组成的检测模块工作时,如果为成品,步进电机持续运转至成品卸载区,否则LED2常亮报警,步进电机停止运转,直至将废品人工卸载。总体设计图如图2.12所示。
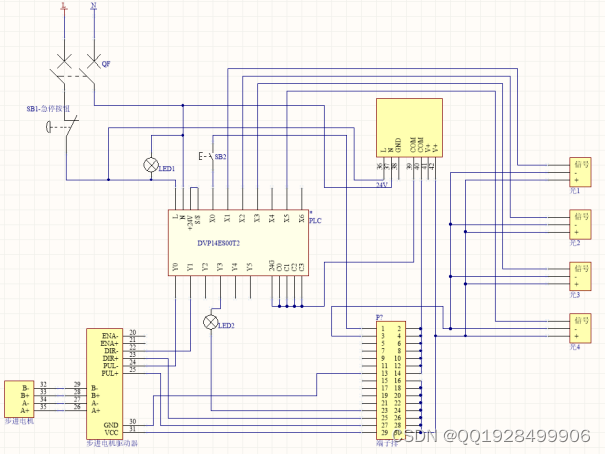
图2.12 总体设计图
3 项目软件设计
3.1 软件开发环境及流程
本设计中PLC的开发环境为WPLSoft[18],其是台达PLC专用的编程软件,在这之中,我们可以依据自己想要到达什么样的功能,用其中的各种指令来绘制梯形图,最后达到自己的目的。该软件的使用界面如图3.1所示。
图3.1 软件使用界面图
编写程序之前,我们要新建一个.dvp的文件,点击“文件”,然后选择新建,在弹出的对话框中,我们要是设置好“机种类别”和“机种设置”。如果在此选择错误型号的PLC,那么在程序编辑好之后是不能下载到所应用的PLC中进行调试的[19]。最后编辑好文件名称,之后就可以使用指令来绘制梯形图。
3.2 项目程序设计
3.2.1 程序流程
首先开始上电,LED1常亮,代表系统可以启动。之后按下电机启动按钮SB2,这样PLC向步进电机驱动器发送脉冲信号使电机进入运转状态。
本装置以传送带平面为基准,用触发信号的个数作为分辨高度的标准。设定本次砖型合格高度在为28mm~32mm。放置砖块模型,待其进入检测区域后,会有三种情况:
(1)光1有触发信号,光2和光3没有触发信号,那么代表此砖型高度超过32mm,为不合格品,LED2常亮,电机停止运转;
(2)光2与光3同时有触发信号,光1无触发信号,那么代表此砖型高度在28mm~32mm之间,为合格品,步进电机将模型送到成品区;
(3)光3有触发信号,光1和光2无触发信号,代表此模型高度低于28mm,为不合格品,LED2常亮,电机停止运转。
LED2常亮代表着需要将砖块模型人工卸下。卸下以后,LED2熄灭,步进电机继续运转直至运送下一块砖块模型[20]。
项目程序设计流程图如图3.2所示。
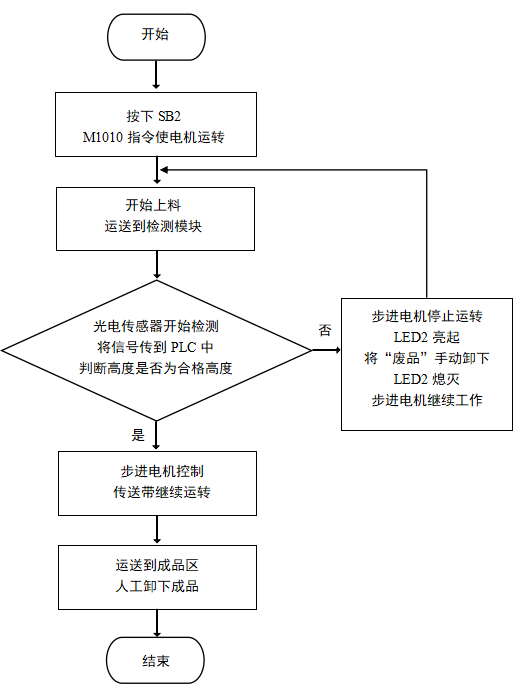
图3.2 项目程序设计流程图
3.2.2 程序装置批注表
在梯形图中,由于指令较多,修改及监控程序时可能会发生问题。在梯形图中对装置编号进行标注,可以快速、清楚的寻找到要修改的指令位置。
程序装置批注表如表3.1所示。
表3.1 程序装置批注表
装置编号 批注 装置编号 批注
X0 电机启动按钮 Y0 电机脉冲输出口
X1 光1传感器检测工位 Y1 电机方向输出口
X2 光2传感器检测工位 Y3 LED2报警
X3 光3传感器检测工位 T0 光1定时器
X5 成品卸载工位 T1 光2定时器
M0 按钮寄存器 T4 光3定时器
M1 光1定时辅助继电器 T3 光4定时器
M2 光2定时辅助继电器 M13 成品转移辅助继电器
M3 光3定时辅助继电器 M14 辨别辅助继电器
M5 成品定时辅助继电器 M15 光3转移辅助继电器
M11 光1转移辅助继电器 M1010 持续脉冲指令
M12 光2转移辅助继电器 D202 数据寄存器1
4 项目调试
4.1 项目硬件调试
在接线之前,除了光电传感器和步进电机需要安装在搭建的机械结构中外,按照顺序安装好元件,由于线材比较稀疏,遇到这样的问题,可以使用电烙铁在线材的接口点上一些焊锡,以此来保持僵直的状态,这样更方便于将线材安装到接口中。
PLC调试:检查电源线连接无误好,拨动空气开关,PLC的“RUN”指示灯常亮,代表PLC可以正常工作。
步进电机调试:在安装之前,将电机的任意两条线接在一起,此时用手去拧电机的转子,发现有阻力,那么就代表着这两条线是同一相,可以接在驱动器的A+、A-,另外两条线仍有阻力,就接在B+、B-。
光电传感器调试:在将光电传感器的信号线按顺序连接到PLC的输入端子上,然后上电。接线正确,光电传感器的电源灯会亮起,代表着可以正常使用。
传动及检测机构调试:在将机械材料制作好以后,将电机以及光电传感器安装在上面。接通电源,观察步进电机能否通过联轴器驱动同步轮,安装传送带试运行,进而确保传送及检测机构能够正常使用。
PLC控制箱元件布置图如图4.1所示。
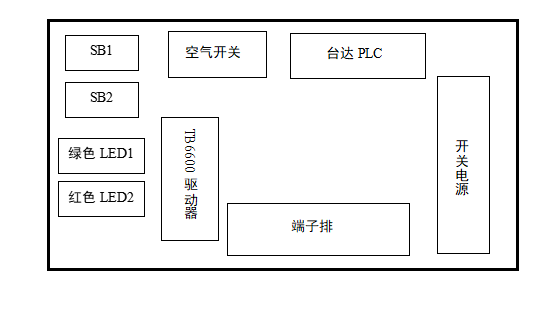
图4.1 PLC控制箱元件布置图
PLC控制箱实物图如图4.2所示。
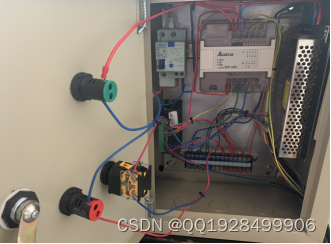
图4.2 PLC控制箱实物图
4.2 项目软件调试
本设计基于台达DVP14ES00T2型PLC控制,利用下载到其中的梯形图对PLC控制柜、传送机构及检测进行配合和控制。
在绘制梯形图之后,点击“编译”中的“梯形图→指令”,如果下面的对话框出现编译失败,那么就代表着梯形图中含有错误,需要找到并改正然后编译。如果梯形图中无错误,那么对话框就会出现“编译完成!”,无错误提示图如图4.3所示。
图4.3 无错误提示图
如果程序编译没有错误之后,就根据提示将程序下载到PLC模块中,开始对系统进行调试,如果在某一方面与预期想法有出入,那么可以通过在线编辑,在梯形图中进行修改,修改好之后不需要关闭电源,可以直接重新下载到PLC中进行进一步的调试[21]。
电机启动按钮调试:在上电之后,按下连接到X0输入口的自锁按钮,PLC通过Y0口,连续向步进电机驱动器发射脉冲信号。
光电传感器调试:将耐火砖块推送到放置好的检测模块,如果为合格品,X2和X3口同时获得信号。如果为超过最高限度或低于最低限度,那么就分别只有X1或者X3口连接的光电传感器有信号,接着Y3口连接的红色LED常亮报警。
4.3 项目总体调试
根据本项目设计的要求,对系统实物进行测试:
(1)上电之后,绿色LED指示灯常亮;
(2)按下电机启动按钮,电机带动传送带进行运转;
(3)放置合格品砖块,经过检测模块,电机没有停止;
(4)放置不合格品,经过检测模块,电机停止,红色LED指示灯常亮,人工卸下后,红色LED指示灯熄灭,步进电机继续运转;
(5)按下急停按钮后,系统断电。
本次实验设定的模型合格高度在28mm~32mm之间。实验数据表如表4.1所示。
表4.1 实验数据表
模型高度(mm) 27 27.5 29 30 31 32.5 33
光1工作状态 不工作 不工作 不工作 不工作 不工作 工作 工作
光2工作状态 不工作 不工作 工作 工作 工作 不工作 不工作
光3工作状态 工作 工作 工作 工作 工作 不工作 不工作
步进电机 停止 停止 运转 运转 运转 停止 停止
结 论
本设计针对目前耐火砖生产行业在检测产品高度的时通过人工使用卷尺进行检测而造成效率低、误差大的这一问题,设计了基于PLC控制的工业耐火砖的尺寸标准检测装置。本装置可以有效的解决人工检测所存在的一些问题。
本设计在主控模块方面选用了台达DVP14ES00T2型号PLC,符合本设计的控制需求,其主要由CPU模块、存储器、I/O模块和编程软件组成。检测模块选用了E3Z-D61式光电传感器,其可以很好的与主控模块进行配合,响应时间快;42步进电机带动传送带形成的传送机构,可以快速便捷的将耐火砖块模型运送至检测区域,其运行稳定耐用。在后期调试的时候,该设计方案达到了预期的效果。
在系统上电时,绿色LED指示灯常亮,代表装置可以正常运行。按下电机启动按钮,由42步进电机和传送带组成的传动结构开始进行运转。将耐火砖块模型放置在入口处,随着传送带的运转,模型开始进入检测区域。如果模型高度合格,那么就会被运送到后面的成品卸载工位由人工卸载;如果模型高度不合格,那么光电传感器就会将光信号转换成电信号输入到PLC中,PLC停止向步进电机驱动器发送脉冲信号,红色LED报警灯常亮。将废品手动卸下后,红色LED指示灯熄灭,步进电机恢复运转,直至检测下一块模型,这样完成一次检测环节。
本装置可以提升耐火砖高度的检测效率及精度,人力资源得到充分的利用,更快速、便捷和低成本,高度检测的效率得到了显著提高。
参考文献
[1] 文海全, 李敬方. 国内外耐火砖解析[J]. 化工管理, 2016, (4) :185-186
[2] 李海华, 文雪平. 基于单目机器视觉的耐火砖检测技术[J]. 河北工业科技, 2013, 30(6) :430-432
[3] 刘光. 关于电气自动化工程中PLC的应用分析与发展探讨[J]. 中外企业家, 2020, (05) :159
[4] 何勇, 王生泽. 光电传感器及其应用[M]. 北京:化学工业出版社, 2004.6:236-247
[5] 孙琳, 刘旭东. PLC应用技术[M]. 北京:北京理工大学出版社, 2019.2:34-35
[6] 许继承. PLC技术在电气自动化中的应用分析[J]. 科技创新与应用, 2020, (08) :180-181
[7] 张国平. 浅析台达PLC在各企业机床电气改造上的应用[J]. 科技资讯, 2012, (15) :21
[8] 赵佳萌. PLC应用技术简明教程[M]. 北京:北京理工大学出版社, 2019.3:7-9
[9] 李丽萍. 探析光电传感器在自动化生产线上的应用[J]. 数字通信世界, 2019, (11) :176
[10] 蔡国勤. 光电传感器在现代工业生产中的应用[J]. 电子测试, 2019, (23) :137-138+83
[11] 崔巍, 孔雪峰. 步进电机应用技巧[J]. 电子世界, 2016, (15) :76
[12] 陈定明. 电机与控制[M]. 北京:高等教育出版社, 2004.5:63-64
[13] 邓添. 步进电机的PLC控制技术研究[J]. 科学技术创新, 2019, (15) :186-187
[14] 黄勤陆, 王梅. 电气控制与PLC技术[M]. 武汉:华中科技大学出版社, 2017.2:146-149
[15] 张博文. 电器自动化PLC调试系统的应用与控制[J]. 电子技术与软件工程, 2019, (02) :106
[16] 张克涵, 梁庆卫. PLC原理与工程应用技术[M]. 北京:国防工业出版社, 2016.4:95-97
[17] 张红艳. PLC技术在自动化控制中的应用[J]. 集成电路应用, 2020, 37(03) :50-51
[18] 徐桂敏, 杨正祥. 现代电气控制及PLC应用技术项目教程[M]. 成都:西南交通大学出版社, 2017.8:84-85
[19] 廖恩红, 毛源. 电气控制与PLC应用项目教程[M]. 武汉:武汉大学出版社, 2016.4:50-57
[20] 张宪栋. 基于PLC控制的多工位啤酒成品检测装置的设计[J]. 山东农业大学学报(自然科学版), 2015, 46(2) :252-255
[21] 谢富珍. 基于PLC的物流检测控制[J]. 无线互联科技, 2013, (11) :81
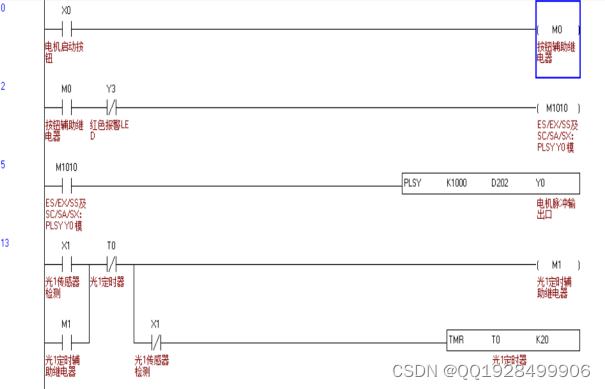
附录1 程序梯形图
附录2 指令清单
000000 LD X0
000001 OUT M0
000002 LD M0
000003 ANI Y3
000004 OUT M1010
000005 LD M1010
000006 PLSY K1000 D202 Y0
000013 LD M20
000014 OR M1
000015 ANI T0 K20
000016 OUT M1
000017 ANI M20
000018 TMR T0
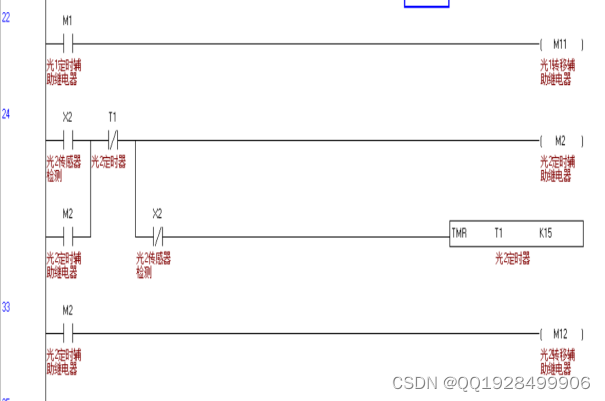
000022 LD M1
000023 OUT M11
000024 LD M21
000025 OR M2
000026 ANI T1
000027 OUT M2
000028 ANI M21
000029 TMR T1 K15
000033 LD M2
000034 OUT M12
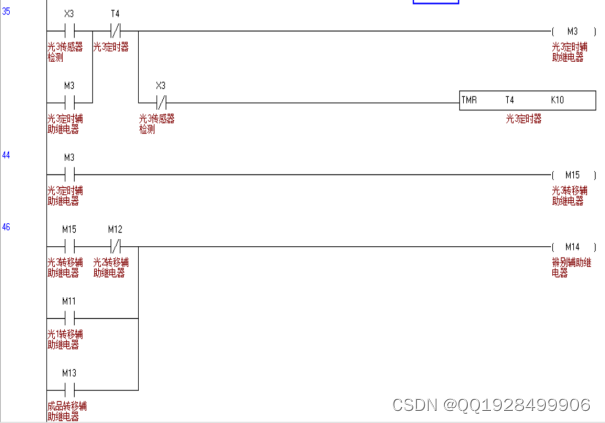
000035 LD M22
000036 OR M3
000037 ANI T4
000038 OUT M3
000039 ANI M22
000040 TMR T4 K10
000044 LD M3
000045 OUT M15
000046 LD M15
000047 ANI M12
000048 OR M11
000049 OR M13
000050 OUT M14
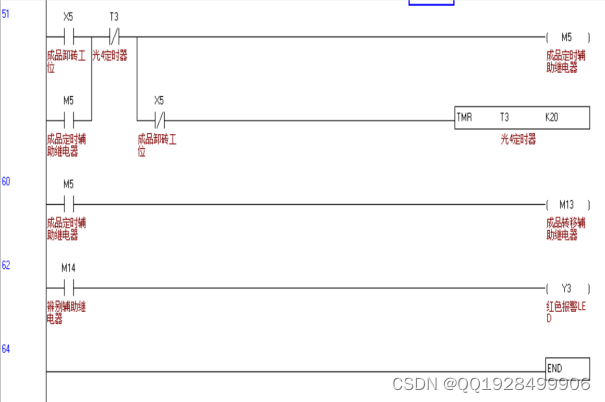
000051 LD X5
000052 OR M5
000053 ANI T3
000054 OUT M5
000055 ANI X5
000056 TMR T3 K20
000060 LD M5
000061 OUT M13
000062 LD M14
000063 OUT Y3
000064 END
致 谢
在本次的毕业设计中,我采用了大学四年所学到的专业知识,这次也是我最后一次完成学校的任务。从选题到制作,花了许多时间,倾注了很多精力,现在已经要接近尾声。这次的毕业设计不但增强了我对于自动化项目的构思及动手能力,还使我明确了以后工作的方向。
在这里我想对沈洪洋老师及台闯老师表达感谢。在毕业设计的初期,对于开题报告的撰写、资料的收集以及在论文最后的修改方面,老师们都倾注了许多精力,严谨的教学态度及工作作风对我影响极大。借此机会,我想向我的指导老师们致以诚挚的谢意。然后还需要感谢孟老师及任课教师,正因为他们一丝不苟的教学态度,才会使我在这大学在校的学习中,获取许多专业知识,让我在刚进入大学生活的初期就能找到合适的学习方向。另外,也向参与本次论文答辩的评审老师表示诚挚的谢意。感谢老师在百忙之中,参加此次评审。
四年的大学生活即将在此刻画上一个句号,在校学习所收获的不仅仅是愈加丰厚的知识,更重要的是在阅读、实践中培养的思维方式、表达能力和广阔视野。很庆幸这四年来遇到如此多的良师益友,让我度过了一个美好的大学时代。
最后我要感谢我的父母,他们对于我来说是生命中非常重要的两个人,指引着我朝着正确的方向前行。在未来的日子里我会更加努力的学习和工作,不辜负父母对我的期望。
“长风破浪会有时,直挂云帆济沧海”。希望自己能够在大学毕业后怀着信心踏上新的征程,实现梦想。